


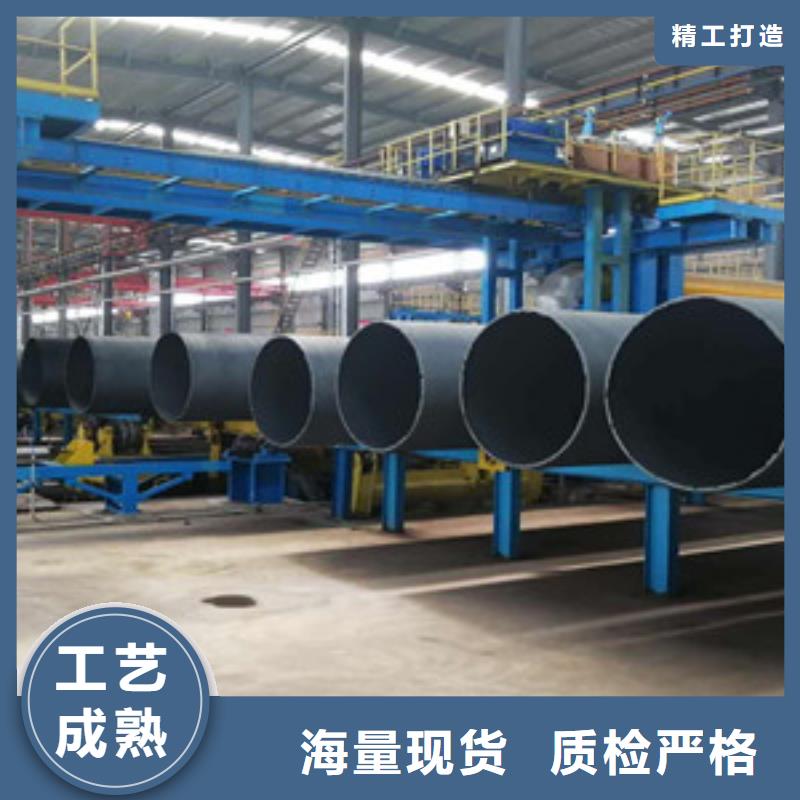


球墨铸铁管件具有承受供水压力高能抵抗外部荷载和适应地质条件的变化管材具有强度高、韧性好、耐腐蚀、柔性接口安装方便、抗震性强、劳动强度低等优点可适用于地质差的地段和横穿公路不需另外加工钢管 再加上耐腐蚀性强能适用于沿海和盐碱地带。合理控制浇注温度和冷却水进出温度,缩短两次浇注之间的间隔。冷却水进口温度控制在28-36℃,出口温度控制在50-57℃。在水冷金属型离心铸造过程中有必要防止过度的施法速度调整合适的周转速度和运行速度的主要机器并确保拳的深度是0.25 - -0.3毫米直径是4-5mm点和边缘之间的距离是0.5 - -0.7毫米。在地下管线工程中广泛应用。大型管道安装工程更能体现其安装便捷劳动强度低的优势。
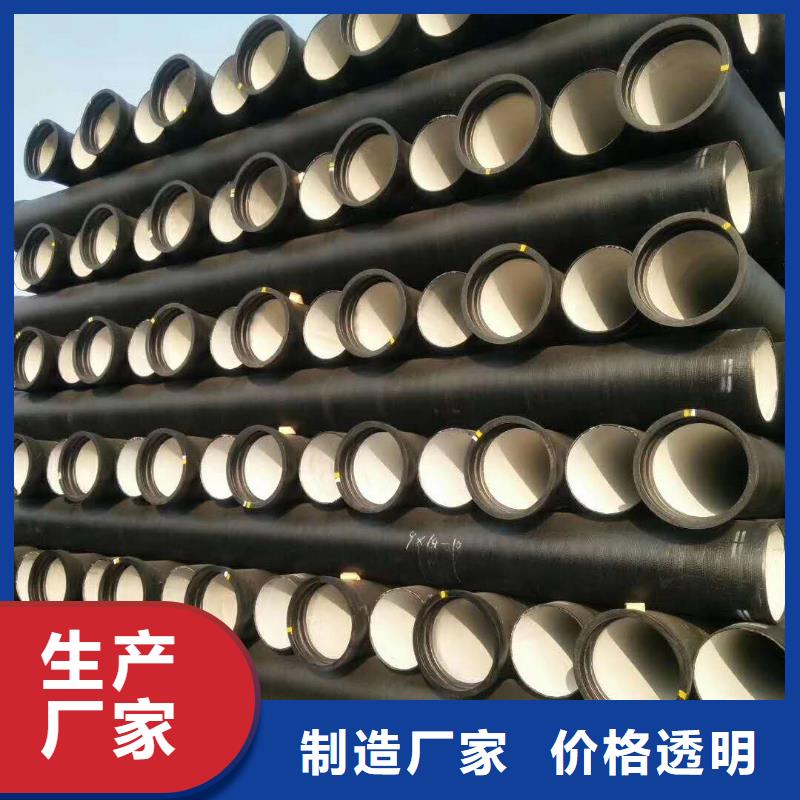
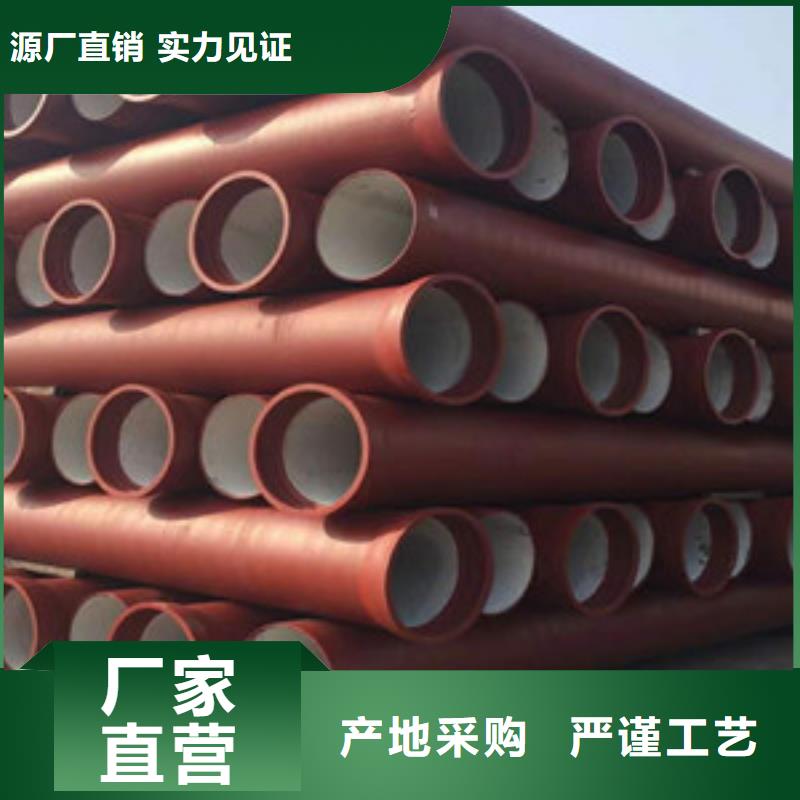
球墨铸铁管的吊装及运输方式: 设计的浇注系统要使金属液流动平稳,避免严重紊流、卷入气体,以及高温金属液的过度氧化。液态金属液进入铸型时线速度不可过高,避免飞溅、冲刷型壁。要保持浇口杯2/3内有金属液。它包括铸铁直管和管件。劳动强度小。按铸造方法不同,分为连续铸铁管和离心铸铁管,其中离心铸铁管又分为砂型和金属型两种。按材质不同分为灰口铸铁管和球墨铸铁管。按接口形式不同分为柔性 球墨铸铁管的吊装及运输方式: 运输时要用木料、楔块、扒钉等物品垫牢,并用钢丝绳紧固,同时在可能游动的方向加垫缓冲垫。 球墨铸铁管的堆放方式: 少量堆放,夹板堆放,四方形堆放 球墨铸铁管的安装方式: 承口橡胶圈位置要清理干净。 放橡胶圈入承口,插口清理并涂润滑剂,连接管子 球墨铸铁管用于给水、排水和煤气输送管线。
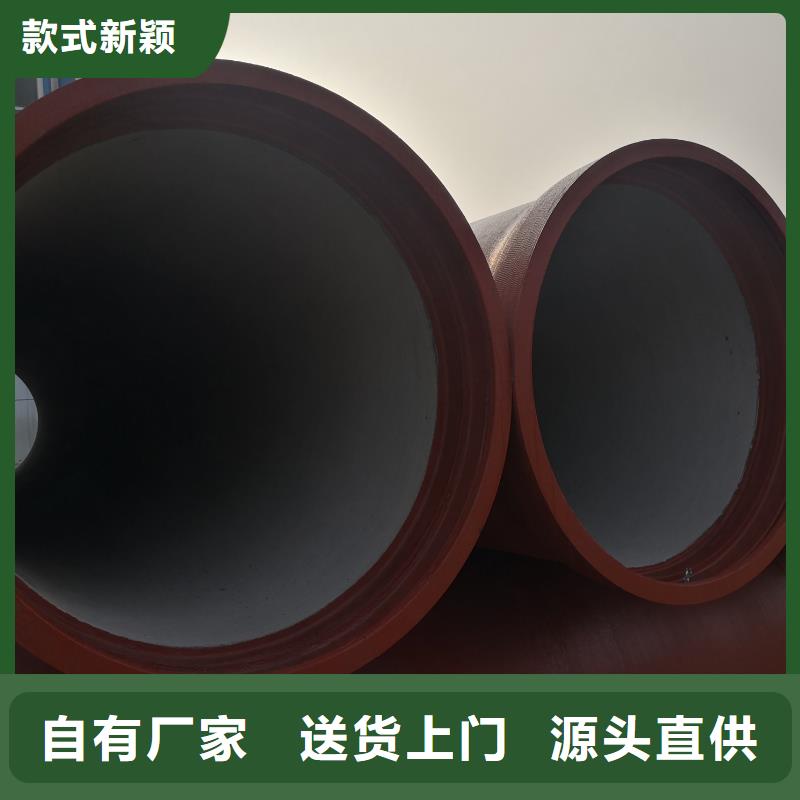
球墨铸铁管在进行球化处理时,氮气的控制一定要确保在百分之99.9以上。切割前将管材放置在三根足够长的垫木上,用笔在管子的切口处作好标记,采用切割机切割管材,并用专用夹具(该夹具为两个半圆型卡子,采用螺栓连接将管材夹住)沿标记夹住管材,切割机沿夹具的边缘切割。切割后的管子如果失圆,采用千斤顶将管子调圆。球墨铸铁管的生产时,要对稀土的用量进行严格的控制,这样可以对稀土中的夹渣物质进行有效地控制。同时还要注意管模粉用量的正确添加,在这里提醒大家,为了对氮气纯净度的控制,切割管口后要保证其平整度,切割后把管子磨光,同时在边口处磨成倒角。球墨铸铁管的管件进行浇筑后,有存在渣块的情况,一方面要加快涂覆工作,同时也要注意涂覆尽量均匀。
球墨铸铁管实际上,这种由于不良的操作而导致尤其是纯挤压时间,球墨铸铁管应尽量控制在3-4s之内完成。可见对挤压机纯挤压时间的控制,并不是挤压机生产率的需要,而是挤压工模具使用寿命的要求。采用含W和Mo元素的耐热钢来制造工模具时,这类钢通常是导热性能比较差。因此,在温度急剧升高时产生的热冲击负荷,可能导致工模具的破坏。为此,在强度计算时。球墨铸铁管价格损坏的现象是可以避免的(6)挤压工模具因长时间停留在1100℃以上的高温区,而使其寿命大大降低。因此,在挤压工艺和设备设计时,力求缩短挤压时间,由于不良的操作,球墨铸铁管在高压和坯料加热不足的情况下进行挤压而遭到破坏。原因为坯料加热不足而导致挤压力急剧上升。
